


























TOTO株式会社(本社:福岡県北九州市、社長:清田 徳明)は、節水便器の開発と実用化が高く評価され、公益社団法人日本セラミックス協会(東京都新宿区、会長:黒田 一幸)の第6回(2021年度)「日本セラミックス大賞」を受賞しました。同賞の受賞は、TOTOとして初となります。
日本セラミックス大賞は、セラミックス産業における発明・開発・実用化など、またはセラミックスの科学・技術に関する発見などにおいて、独創性のある画期的な業績を挙げた人物を表彰するものです。1988年に創設された同協会最高位の賞で、該当者がいる場合にのみ贈られます。
TOTOは、1917年の創立以来培ってきた衛生陶器の生産に関わる鋳込み成形・乾燥・焼成などの基盤技術をベースに、便器表面の防汚技術「セフィオンテクト」(1999年〜)、清掃性と節水性を高める「トルネード洗浄」(2002年〜)という2つの画期的な新技術の開発などにより、優れた洗浄性能と節水を両立した節水便器をグローバルに普及させ、水ストレスの軽減に貢献してきたことが高く評価され、今回の受賞に至りました。
TOTOは、「新共通価値創造戦略 TOTO WILL2030」※1のもと、2050年にカーボンニュートラルで持続可能な社会の実現を見据え、サスティナブルプロダクツ※2の1つである節水便器の開発・普及にこれからも邁進し、SDGsにも貢献していきます。
※1:2021年4月に策定したTOTOの中・長期経営計画。「きれいで快適・健康な暮らしの実現」「社会・地球環境への貢献」を2030年の目指す姿とし、そこからバックキャストして単年度ごとで変化に対応しながら確実に課題を解決していく、という考え方で進めている ※2:WILL2030において、“きれいで快適”と“環境”の両方を実現した商品を「サスティナブルプロダクツ」と定義し、これをグローバルに普及させることで、地球環境に配慮した、豊かで快適な社会の実現への貢献をめざしている
日本セラミックス大賞は、セラミックス産業における発明・開発・実用化など、またはセラミックスの科学・技術に関する発見などにおいて、独創性のある画期的な業績を挙げた人物を表彰するものです。1988年に創設された同協会最高位の賞で、該当者がいる場合にのみ贈られます。
TOTOは、1917年の創立以来培ってきた衛生陶器の生産に関わる鋳込み成形・乾燥・焼成などの基盤技術をベースに、便器表面の防汚技術「セフィオンテクト」(1999年〜)、清掃性と節水性を高める「トルネード洗浄」(2002年〜)という2つの画期的な新技術の開発などにより、優れた洗浄性能と節水を両立した節水便器をグローバルに普及させ、水ストレスの軽減に貢献してきたことが高く評価され、今回の受賞に至りました。
TOTOは、「新共通価値創造戦略 TOTO WILL2030」※1のもと、2050年にカーボンニュートラルで持続可能な社会の実現を見据え、サスティナブルプロダクツ※2の1つである節水便器の開発・普及にこれからも邁進し、SDGsにも貢献していきます。
※1:2021年4月に策定したTOTOの中・長期経営計画。「きれいで快適・健康な暮らしの実現」「社会・地球環境への貢献」を2030年の目指す姿とし、そこからバックキャストして単年度ごとで変化に対応しながら確実に課題を解決していく、という考え方で進めている ※2:WILL2030において、“きれいで快適”と“環境”の両方を実現した商品を「サスティナブルプロダクツ」と定義し、これをグローバルに普及させることで、地球環境に配慮した、豊かで快適な社会の実現への貢献をめざしている


TOTOの節水便器について
開発の背景
TOTOの節水便器の開発は、日本の高度経済成長期に都市部で発生した水不足をきっかけに始まり、1976年に最初の節水便器「CSシリーズ」を発売しました。CSシリーズの開発にあたり、便器の洗浄だけでなく、便器の先の排水管の中で汚物がしっかり流れるかまで検証しており、現在の「サスティナブルプロダクツ」に繋がる開発姿勢は当初より貫かれています。
その後、1980年代以降の海外展開にともない、深刻な水資源不足から洗浄水量規制がある国や地域へ対応するために節水便器の研究・開発を加速させ、1988年にアメリカで6L便器を発売。その優れた洗浄性能が高く評価され、米州事業を本格化する足がかりとなりました。
1990年代以降、地球温暖化への対応としてCO2をはじめとする温室効果ガス削減が世界的な急務となっていますが、上下水道インフラのエネルギー負荷軽減にも貢献できる節水便器のさらなる普及をめざし、“きれいと快適”と“環境”を両立したサスティナブルプロダクツとしての節水便器の研究・開発は、TOTOが将来に渡って取り組む課題となっています。
その後、1980年代以降の海外展開にともない、深刻な水資源不足から洗浄水量規制がある国や地域へ対応するために節水便器の研究・開発を加速させ、1988年にアメリカで6L便器を発売。その優れた洗浄性能が高く評価され、米州事業を本格化する足がかりとなりました。
1990年代以降、地球温暖化への対応としてCO2をはじめとする温室効果ガス削減が世界的な急務となっていますが、上下水道インフラのエネルギー負荷軽減にも貢献できる節水便器のさらなる普及をめざし、“きれいと快適”と“環境”を両立したサスティナブルプロダクツとしての節水便器の研究・開発は、TOTOが将来に渡って取り組む課題となっています。

基盤技術

衛生陶器は製造工程で約13%も縮む
(変形予測解析技術によるシミュレーション)
衛生陶器は、食器などと同じ“焼き物”です。天然原料を用いていることや、製造工程で約13%も縮み(乾燥で約3%、焼成で約10%)、しかも部位によって変形量が異なるなど、あらゆる工程で“バラツキ”が生じやすく、均質な製品を生産するための課題が数多くあります。
TOTOは、1917年に衛生陶器の製造メーカーとして創立して以来100年以上に渡って、「良品と均質」を実現するための生産技術を進化させてきました。節水便器は内部形状が複雑かつ、設計通りの水流を生み出すために高い寸法精度が求められる、生産難易度が極めて高い製品です。節水便器の安定生産には3つの基盤技術―①鋳込み成形技術 ②乾燥技術 ③焼成技術―の進化が必要でした。
TOTOは、1917年に衛生陶器の製造メーカーとして創立して以来100年以上に渡って、「良品と均質」を実現するための生産技術を進化させてきました。節水便器は内部形状が複雑かつ、設計通りの水流を生み出すために高い寸法精度が求められる、生産難易度が極めて高い製品です。節水便器の安定生産には3つの基盤技術―①鋳込み成形技術 ②乾燥技術 ③焼成技術―の進化が必要でした。
①鋳込み成形技術の進化―石膏型から樹脂型へ
衛生陶器は、陶石、長石、粘土など20種類以上の天然原料に水を混ぜ、約20時間かけて原料を微粒子レベルまで粉砕してつくられる粘り気のある泥水、「泥漿(でいしょう)」を型に流し入れて形をつくります。
衛生陶器の型は従来、石膏でつくられてきました。石膏には「自己吸水性」があるため、型の内側表面より泥漿の水分が吸収されて固まり、時間とともに厚みが増していきます。金属の鋳造のように「中子(なかご)」を使わずに中空体ができる鋳込み成形は、衛生陶器の強みの1つです。
衛生陶器の型は従来、石膏でつくられてきました。石膏には「自己吸水性」があるため、型の内側表面より泥漿の水分が吸収されて固まり、時間とともに厚みが増していきます。金属の鋳造のように「中子(なかご)」を使わずに中空体ができる鋳込み成形は、衛生陶器の強みの1つです。

TOTOは、石膏型の課題(摩耗する、1日に数回しか使えない等)を克服するため、樹脂型を用いた加圧成形方式の開発に着手し、1979年に実用化しました。樹脂型には自己吸水性がないため、泥漿を加圧することで水分だけ樹脂型を通過させます。樹脂型は耐久性があるため型表面が摩耗せず、加圧コントロールにより厚みを一定にしやすいため、バラツキを大幅に低減できます。さらに、石膏型のように型自体を乾燥させる必要もないため飛躍的な生産サイクルの時間短縮も実現し、市場ニーズに対応できる節水便器の量産化を可能にしました。
②乾燥技術の進化―送風制御で乾燥を均一に
成形体には約20%の水分が含まれていて、水分を完全に飛ばさないと焼けません。水分を飛ばす乾燥工程にもさまざまな技術が導入されています。形状が複雑な節水便器は従来よりも乾燥ムラが発生しやすく、乾燥しやすい外側表面と乾燥しにくい内部との乾燥ムラを抑制することが重要です。そのため、内部の乾燥を早めるための温風吹き出し口を製品形状ごとに自製して設置したり、温風の出し止めを制御して送風する「サーキュレーター方式」を採用するなど、乾燥技術を進化させてきました。
③焼成技術の進化―焼きムラを抑制する窯の採用
衛生陶器は、約1200度で焼成することで、土の塊から陶器へと変化します。大量生産のために、全長約100〜120mの「トンネル窯」の中を、約15〜24時間かけてゆっくり移動させ、次々と焼き上げていきます。

従来のトンネル窯(大窯)は内部の高さが約2〜3mあり、大便器だけでなく小便器や大きな洗面器などさまざまな形状の衛生陶器が焼けるメリットがありますが、内部の温度分布を均一にすることが困難で、窯を通過する場所によって焼き加減が変わり、製品寸法のバラツキの原因となっていました。
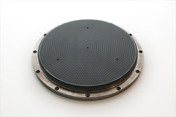
そこで、焼成する製品を大便器に限定し、内部高さを大便器が通過できるギリギリの約80cmまで最小化した窯(ローラーハース窯)を1984年より採用。温度分布の不均一を極力抑えることができ、製品寸法のバラツキも抑制しやすくなりました。
そこで、焼成する製品を大便器に限定し、内部高さを大便器が通過できるギリギリの約80cmまで最小化した窯(ローラーハース窯)を1984年より採用。温度分布の不均一を極力抑えることができ、製品寸法のバラツキも抑制しやすくなりました。

大窯
(TOTOサニテクノ小倉工場)

ローラーハース窯
(TOTOサニテクノ滋賀工場)
節水化を進めた2つの新技術
①セフィオンテクト―便器表面のツルツルを保ち、水となじませる防汚技術

汚れがたまりやすい

汚れが付きにくく落ちやすい
便器の節水化には、汚れを付きにくく、落としやすくするための表面改質技術も大きく寄与しています。TOTOが1999年に実用化した「セフィオンテクト」は、便器表面をツルツルにし、水となじみやすくする親水性をもたらす技術です。ナノレベルで平滑なため汚れが付きにくく、親水性があるため汚れの下に水がもぐりこみ、汚れを浮かせて落ちやすくなります。また、約1200度の高温で焼き付いているため優れた耐久性があり、耐薬品性も高いため、長期使用にも耐える品質を実現しています。

長時間使用された
釉薬のみの便器表面
この技術開発は、従来の便器表面の分析から始まりました。便器を含むあらゆる衛生陶器は、ツヤと色を出すために、「釉薬(ゆうやく)」を吹き付けてから焼成します。通常の釉薬だけでも、手で触った感触はツルツルになります。しかし、顕微鏡で観察すると、ツヤを出すガラス成分のなかに色を出す粒状の成分=ジルコンが半分以上浮かび上がっていて、長時間の使用とともにジルコンが剥がれ落ち、表面がどんどん凸凹になることがわかりました。
便器表面を長期間平滑に保つためにはジルコンの脱落を抑えることが重要と考え、従来の釉薬の上に高品位なガラス層を形成する特殊な釉薬を重ねた「二層構成」にすることを発案し、実用化したのが「セフィオンテクト」です。
便器表面を長期間平滑に保つためにはジルコンの脱落を抑えることが重要と考え、従来の釉薬の上に高品位なガラス層を形成する特殊な釉薬を重ねた「二層構成」にすることを発案し、実用化したのが「セフィオンテクト」です。

二層構成にするためには「二度焼き」をするのが通例ですが、当然、コストアップに繋がります。「セフィオンテクト」は、二層の釉薬が混ざり合わないように成分調整をすることで、一度焼きで二層構成を実現していることが生産技術上の最大のポイントです。コストアップを最小限に抑えたことで、大便器、小便器、洗面器など、TOTOのほとんどの衛生陶器に「セフィオンテクト」が使われています。
②トルネード洗浄―水の流れを根本から変え、清掃性と節水を実現
1990年代までの大便器は、「ボックスリム」と呼ばれるタイプがほとんどでした。便器のフチ部分(リム)が四角い箱型(ボックス)断面をした水の通り道になっていて、フチ裏の多数の小さな穴から水が垂直に流れ落ちる、という洗浄方式でした。穴と穴の間に水がかからない部分が生じるだけでなく、なによりフチ裏が死角となって掃除がしにくく汚れが残りがちで頑固な汚れが付きやすい、という課題がありました。

ボックスリム
フチ裏が汚れやすい

フチなし便器
フチをなくすためには、水の流し方を根本から変える必要がありました。そこで開発されたのが、「トルネード洗浄」です。1ヵ所または2ヵ所の吐水口から水平方向に勢いよく水を出し、渦を巻くように便器表面を洗浄します。フチ裏をなくすことができるだけでなく、水が便器をグルグルと巡るため、少ない水量で効率的に洗浄することができます。

ボックスリムの洗浄水流

トルネード洗浄
狙い通りの水流を生み出すためには、吐水口の寸法・形状のバラツキを抑えることが重要です。2002年に実用化した最初のモデルでは樹脂製のノズルを取り付けていましたが、ノズル周辺に汚れが溜まりやすく、清掃もしにくいという課題が明らかになりました。

最新のトルネード洗浄はフチ内部でUターンして吐水
されるが、導水路〜吐水口まで全て陶器でつくられている
この解消には吐水口自体も陶器でつくることが求められましたが、それまでに培ってきたバラツキを抑える基盤技術に加えて、トルネード洗浄の吐水口のための成形方法に工夫を重ねました。そして、吐水口も陶器でできたトルネード洗浄の便器を2003年に実用化し、以降も陶器の吐水口にこだわり続けています。最新のトルネード洗浄では180度Uターンする導水路を設けていますが、その全てが陶器製です。
節水便器の開発技術

節水便器の開発にとって、「水の流れの見える化」が極めて重要です。なかでも、「トラップ」と呼ばれるS字に曲がりくねった管状の部分は、外側から水や汚物の流れを見ることができない“ブラックボックス”でしたが、1980年代後半に透明な樹脂管による可視化技術を開発し、節水便器の開発がさらに進化しました。
こうした可視化技術などに加えて、現在は、コンピュータ・シミュレーションによる高精度流体解析技術も活用しています。TOTOでは1990年ごろからCAE(Computer-Aided Engineering)の導入を開始し、当初は市販ソフトをつかっていましたが、水・空気・固体(三相)が複雑に絡み合う節水便器の開発には、精度・速度・機能ともに限界がありました。

最新のトルネード洗浄のコンピュータ
シミュレーション便器表面の薄膜流れ
まで精度良く再現できる
そこで、TOTOの商品開発に適応できる高精度流体解析ソフトの自社開発をめざし、2000年より東京工業大学との共同研究を開始。段階的に商品開発にも適応を始め、現在では便器表面の「薄膜流れ」まで精度よく再現できるまでに進化し、節水便器開発に不可欠なツールとなっています。
節水便器のグローバル展開
節水便器のグローバル展開には、各国・地域のニーズに合わせた商品開発も重要です。日本ではトイレだけの個室が一般的ですが、海外ではトイレ・洗面・シャワー(+浴槽)が1つの部屋に設置される「バスルーム」が一般的で、日本以上にトイレのデザイン性が求められます。また、欧州では床から浮いている「壁掛け式」が主流であったり、アメリカではクラシカルなデザインのニーズもあります。
以下に示した商品は、TOTOが現在グローバルに展開している大洗浄4.8L以下の節水便器の代表的なものです。ウォシュレット※3一体形でタンクレスの「ネオレストシリーズ」を最上位とし、タンクと便器の陶器が一体のワンピース便器、タンクを壁に内蔵するタイプの壁掛け便器や床置き便器など、さまざまなタイプの便器ごとに多彩なデザインを、各国・地域のニーズに合わせてラインナップしています。
※3:「ウォシュレット」はTOTO株式会社の登録商標です。一般名称は「温水洗浄便座」です
以下に示した商品は、TOTOが現在グローバルに展開している大洗浄4.8L以下の節水便器の代表的なものです。ウォシュレット※3一体形でタンクレスの「ネオレストシリーズ」を最上位とし、タンクと便器の陶器が一体のワンピース便器、タンクを壁に内蔵するタイプの壁掛け便器や床置き便器など、さまざまなタイプの便器ごとに多彩なデザインを、各国・地域のニーズに合わせてラインナップしています。
※3:「ウォシュレット」はTOTO株式会社の登録商標です。一般名称は「温水洗浄便座」です

TOTOはこれらの節水便器を、9の国と地域にある衛生陶器の生産拠点から年間400万台以上生産しています。今後さらに節水便器の出荷数・比率を高め、グローバルな水ストレスの軽減に貢献してまいります。